
HISTORIA DE LA CARROCERÍA DEL AUTOMOVIL

El primer vehículo con propulsión propia del que se tiene constancia histórica es el carruaje o carromato de Nicolas-Joseph Cugnot, hacia el año 1769. Este vehículo consistía en un motor de vapor montado en un carruaje de caballos. El prototipo del carro con una caldera de vapor sirvió como base para que, posteriormente y tras la invención del motor de gasolina, se construyesen los primeros vehículos autopropulsados.

Desde esa fecha hasta nuestros días, la evolución sufrida por el automóvil ha sido constante, de modo que en nada se parecen los vehículos actuales: cómodos, rápidos, seguros y silenciosos,
Evolución de la carrocería
En los primeros años, los automóviles tomaron como modelo a los vehículos de tracción animal (carruajes), conservando de estos la estructura de un chasis base o largueros sobre los que se montaba la carrocería junto a los elementos mecánicos que lo hacían moverse, girar, frenar, etc..



Gran salto en la fabricación del automóvil:
Durante varios años se iban batiendo los propios records del año anterior. Las ventas sobrepasaron los 250.000 vehículos en 1914. Por su parte, siempre a la caza de la reducción de costes y mayor eficiencia, Henry Ford introdujo en sus plantas en 1913 las cintas de ensamblaje móviles para el modelo (T), que permitían un incremento enorme de la producción. Dicho método, inspirado en el modo de trabajo de los mataderos de Detroit, consistía en instalar una cadena de montaje a base de correas de transmisión y guías de deslizamiento que iban desplazando automáticamente el chasis del automóvil hasta los puestos en donde sucesivos grupos de operarios realizaban en él las tareas encomendadas, hasta que el coche estuviera completamente terminado. El sistema de piezas intercambiables, abarataba la producción y las reparaciones por la vía de la estandarización del producto. Esta iniciativa es seguida por otros fabricantes americanos.
En 1927 apareció la primera carrocería construida completamente con una estructura de acero, aunque con algunos refuerzos de madera, y a partir de los años 30 las grandes compañías de automóviles adoptaron el uso de la chapa de acero para la construcción total del vehículo, iniciando su producción de forma masiva. El incremento de la producción motivado por el aumento de la demanda del mercado condujo a una mejora en la calidad de los automóviles.

Un hito histórico en la evolución de la carrocería se marcó en 1934 al presentarse comercialmente los primeros vehículos autoportantes, con una carrocería completamente fabricada con chapas de acero, sin ningún elemento de madera.Se trataba del Citroën Traction Avant

El panel del techo aportó consistencia con el formato del cajeado, la definición de los marcos de parabrisas y el canal vierteaguas.
· Los montantes delantero, central y trasero dieron rigidez y resistencia al resto de la estructura autoportante carente de chasis independiente al formar cuerpo entre el techo y el suelo.
· Los largueros bajo puerta, en sus múltiples y variados tipos realizan la función de unir el piso con los montantes.
-Actualmente: El acero sigue mandando como material predominante, aunque cada vez es mas frecuente encontrarse con piezas de plástico en la carrocería.
Este material, a parte de reducir el peso del coche, reduce también los costes de reparación.
En cuanto al diseño, gracias a unos procesos de estampación de la chapa cada vez más modernos y avanzados es posible dar formas a coches de un diseño cada vez más original.
Se ponen de moda los techos retractiles, Gracias a este dispositivo se puede disponer de un cabrio y de un coche cerrado en el mismo vehículo.
Hasta ahora hemos visto la trayectoria de la evolución de la carrocería, pero los fabricantes mas importantes del mundo nos permiten vislumbrar como sera el parque móvil del 2.020.
Estará compuesto principalmente por tres vehículos de turismo:
Automóvil de turismo para viajes entre zonas de concentración.
Se trata de oficinas sobre ruedas,equipadas con equipos de comunicación electrónica y dotados de todos los adelantos tecnológicos.


Serán coches adaptados a ser usados por profesionales que los elegirán en función a su oficio o negocio..Su tamaño y lujo irán,por tanto,en función de la profesión. Competirán en el segmento como los tres volúmenes.

Pero la anterior tabla no es la única utilizada. La Sociedad de Ingenieros de Automoción (SAE) de los Estados Unidos asigna un código WMI a los países y a los fabricantes. La tabla siguiente contiene una lista de WMI de uso general, aunque hay muchos otros asignados:

Estados Unidos y Canadá, para los casos especiales de fabricantes que construyan menos de 500 vehículos por año se utiliza el noveno (9) dígito, como el tercer (3) dígito y el décimosegundo (12), décimotercero (13) y décimocuarto (14) dígito del VIN para realizar una segunda parte de la identificación. Algunos fabricantes utilizan el tercer (3) dígito como código para una categoría de vehículo (por ejemplo: turismo, 4x4, industrial, etc.), o una división dentro de un fabricante, o ambas cosas. Por ejemplo, el código 1G está asignado, según el WMI, a General Motors en los Estados Unidos y dentro del mismo fabricante. Así, el 1G1 representa los vehículos de pasajeros de Chevrolet (que es una marca de General Motors); 1G2, vehículos de pasajeros de Pontiac (que es una marca de General Motors); y 1GC, camiones de Chevrolet (que es una marca de General Motors).
1 Alemania
2 Francia
3 Italia
4 Países Bajos
5 Suecia
6 Bélgica
9 España
11 Reino Unido
12 Austria
13 Luxemburgo
17 Finlandia
18 Dinamarca
21 Portugal
23 Grecia
24 Irlanda
93/81: es la directiva de aplicación (también puede ser 92/53);
0023: es el número de homologación;
00: número de modificación o de la revisión desde la homologación inicial.
Las carrocerías no se mejoraron en un principio en la misma proporción en que lo hicieron las partes mecánicas, limitándose a transformaciones de tipo estético.
El primer avance importante experimentado por las carrocerías fue la sustitución de los largueros de madera que formaban el chasis primitivo por largueros de chapa de acero que admitían mucho mejor los crecientes aumentos de potencia. Estos revestimientos de acero fueron aumentando con el tiempo, evitándose en principio las formas redondeadas, ya que al no estar desarrollada la técnica de la embutición las chapas debían deformarse a mano. No obstante, la chapa laminada se empleó inicialmente para paneles y piezas exteriores, siendo fundamentalmente de madera el chasis y la configuración interior.
Con la invención del motor de combustión interna de cuatro tiempos (Nikolas August Otto, 1876) la época del motor de vapor llego a su fin en los automóviles.
El primer avance importante experimentado por las carrocerías fue la sustitución de los largueros de madera que formaban el chasis primitivo por largueros de chapa de acero que admitían mucho mejor los crecientes aumentos de potencia. Estos revestimientos de acero fueron aumentando con el tiempo, evitándose en principio las formas redondeadas, ya que al no estar desarrollada la técnica de la embutición las chapas debían deformarse a mano. No obstante, la chapa laminada se empleó inicialmente para paneles y piezas exteriores, siendo fundamentalmente de madera el chasis y la configuración interior.
Con la invención del motor de combustión interna de cuatro tiempos (Nikolas August Otto, 1876) la época del motor de vapor llego a su fin en los automóviles.
La carrocería típica de principios de 1900 tenía paneles prensados de acero, fijados al bastidor de madera. La firma Weymann de París cubría sus bastidores con cuero y lona acojinada. Estas carrocerías Weymann eran livianas y llamativas.

La carrocería de acero Budd para el Dodge de 1919 fue un gran avance. Para demostrarle al público su resistencia, las primeras fotos publicitarias mostraban al Dodge colocado sobre su techo, para demostrar que éste no se aplastaba bajo el peso del vehículo.

En los autos Auburn y Cord de 1929 aparecieron bastidores de acero con refuerzos en forma de X, los cuales no tardaron en popularizarse. El componente en forma de X le daba resistencia adicional y reducía las flexiones del chassis, mejorando así su manejo.
En los autos Auburn y Cord de 1929 aparecieron bastidores de acero con refuerzos en forma de X, los cuales no tardaron en popularizarse. El componente en forma de X le daba resistencia adicional y reducía las flexiones del chassis, mejorando así su manejo.
- Ford modelo T
Este automóvil fue el más popular de su época con 15’5 millones de vehículos vendidos.
El modelo T incluía novedades que otros vehículos de la competencia no ofrecían como era el volante situado en el lado izquierdo de gran utilidad para la entrada y salida de los ocupantes, también incorporaba grandes adelantos técnicos como el conjunto bloque del motor, carter y cigüeñal en una sola unidad, utilizando para ello una aleación ligera y resistente de acero de vanadio.
El modelo T incluía novedades que otros vehículos de la competencia no ofrecían como era el volante situado en el lado izquierdo de gran utilidad para la entrada y salida de los ocupantes, también incorporaba grandes adelantos técnicos como el conjunto bloque del motor, carter y cigüeñal en una sola unidad, utilizando para ello una aleación ligera y resistente de acero de vanadio.
Gran salto en la fabricación del automóvil:
Durante varios años se iban batiendo los propios records del año anterior. Las ventas sobrepasaron los 250.000 vehículos en 1914. Por su parte, siempre a la caza de la reducción de costes y mayor eficiencia, Henry Ford introdujo en sus plantas en 1913 las cintas de ensamblaje móviles para el modelo (T), que permitían un incremento enorme de la producción. Dicho método, inspirado en el modo de trabajo de los mataderos de Detroit, consistía en instalar una cadena de montaje a base de correas de transmisión y guías de deslizamiento que iban desplazando automáticamente el chasis del automóvil hasta los puestos en donde sucesivos grupos de operarios realizaban en él las tareas encomendadas, hasta que el coche estuviera completamente terminado. El sistema de piezas intercambiables, abarataba la producción y las reparaciones por la vía de la estandarización del producto. Esta iniciativa es seguida por otros fabricantes americanos.
En 1924 aparece en el mercado europeo el Citroën B10, bautizado como “Tout Acier” (todo acero), publicitado como silencioso, indeformable, confortable y resistente a los choques. Por primera vez en la historia se usa el concepto de seguridad para vender vehículos. Unos años más tarde, en 1934, se presenta en Estados Unidos el Chrysler Airflow, revolucionario en cuanto al diseño de su carrocería. Se aplicaba por vez primera la aerodinámica a la fabricación de un automóvil, obteniendo unas líneas 
Un hito histórico en la evolución de la carrocería se marcó en 1934 al presentarse comercialmente los primeros vehículos autoportantes, con una carrocería completamente fabricada con chapas de acero, sin ningún elemento de madera.Se trataba del Citroën Traction Avant
· Los montantes delantero, central y trasero dieron rigidez y resistencia al resto de la estructura autoportante carente de chasis independiente al formar cuerpo entre el techo y el suelo.
· Los largueros bajo puerta, en sus múltiples y variados tipos realizan la función de unir el piso con los montantes.
-En los años 30: Aparece la preocupación por la aerodinámica, cuyo objetivo es reducir el coeficiente de penetración en el aire.
Este interés por el aerodinamismo tiene su origen en EEUU, siendo un estilista R. Loewy, su más firme defensor.
-Años 40: La aerodinámica sigue imponiéndose. Durante estos años se trata de alisar lo mas posible los contornos de la carrocería; se eliminan guardabarros prominentes y estribos, lo que dará lugar a las actuales carrocerías. En el año 1948 aparecen los alerones traseros, inspirados en la industria aeronáutica.
-Años 50: EEUU ya no son los únicos que se dedican al diseño de los automóviles, ya que Europa parte como competencia.
-Años 60: Europa sigue marcando tendencias en cuanto al diseño, saliendo a la luz una de las berlinas mas bellas de todos los tiempos: el jaguar MKII de 1959
Sin embargo, en 1965 se inicia una gran revolución, ya que las carrocerías incluyen un portón posterior que le permite unir las ventajas de un turismo y la practicidad de carga de una furgoneta
Años 70: Desde la crisis energética del año 73 y la subida continua de los combustibles, el automóvil deja de lado su vertiente lúdica para apostar por la practicidad
-Años 80: Sigue primando la practicidad y la vertiente utilitaria en los vehículos, por eso nacen los monovolúmenes, una corriente estética en esta época.
-Años 90: El diseño vuelve a estar de moda, resucitando conceptos de año atrás. También destaca la popularización del formato monovolumen pero no solo en gran tamaño, sino también en menor tamaño con los llamados monovolúmenes compactos Los vehículos se fueron desarrollando con el paso de los años y el empleo de materiales como el acero y el aluminio.
Este interés por el aerodinamismo tiene su origen en EEUU, siendo un estilista R. Loewy, su más firme defensor.
-Años 40: La aerodinámica sigue imponiéndose. Durante estos años se trata de alisar lo mas posible los contornos de la carrocería; se eliminan guardabarros prominentes y estribos, lo que dará lugar a las actuales carrocerías. En el año 1948 aparecen los alerones traseros, inspirados en la industria aeronáutica.
-Años 50: EEUU ya no son los únicos que se dedican al diseño de los automóviles, ya que Europa parte como competencia.
-Años 60: Europa sigue marcando tendencias en cuanto al diseño, saliendo a la luz una de las berlinas mas bellas de todos los tiempos: el jaguar MKII de 1959
Sin embargo, en 1965 se inicia una gran revolución, ya que las carrocerías incluyen un portón posterior que le permite unir las ventajas de un turismo y la practicidad de carga de una furgoneta
Años 70: Desde la crisis energética del año 73 y la subida continua de los combustibles, el automóvil deja de lado su vertiente lúdica para apostar por la practicidad
-Años 80: Sigue primando la practicidad y la vertiente utilitaria en los vehículos, por eso nacen los monovolúmenes, una corriente estética en esta época.
-Años 90: El diseño vuelve a estar de moda, resucitando conceptos de año atrás. También destaca la popularización del formato monovolumen pero no solo en gran tamaño, sino también en menor tamaño con los llamados monovolúmenes compactos Los vehículos se fueron desarrollando con el paso de los años y el empleo de materiales como el acero y el aluminio.
-Actualmente: El acero sigue mandando como material predominante, aunque cada vez es mas frecuente encontrarse con piezas de plástico en la carrocería.
Este material, a parte de reducir el peso del coche, reduce también los costes de reparación.
En cuanto al diseño, gracias a unos procesos de estampación de la chapa cada vez más modernos y avanzados es posible dar formas a coches de un diseño cada vez más original.
Se ponen de moda los techos retractiles, Gracias a este dispositivo se puede disponer de un cabrio y de un coche cerrado en el mismo vehículo.
El desarrollo de nuevos motores cada vez más potentes y con menos consumo ha contribuido de manera fundamental a la evolución de los vehículos. Además, el motor y la carrocería se han ido adaptando a las funciones del vehículo: carga de mercancías, transporte de personas, vehículos deportivos, etc.
Estará compuesto principalmente por tres vehículos de turismo:
- Tipo 1 :Berlinas.
Automóvil de turismo para viajes entre zonas de concentración.
Se trata de oficinas sobre ruedas,equipadas con equipos de comunicación electrónica y dotados de todos los adelantos tecnológicos.

- Tipo 2: Coches de ciudad.
Formado por coches compactos de tres metros o menos.Provistos de espacios de cargas para compras,estarán dotados de tecnología adecuadas para el tráfico en la ciudad.
Tipo 3:Furgonetas y Todoterrenos.
Serán coches adaptados a ser usados por profesionales que los elegirán en función a su oficio o negocio..Su tamaño y lujo irán,por tanto,en función de la profesión. Competirán en el segmento como los tres volúmenes.
Los vehículos autopropulsados tienen una construcción mecánica y un diseño de la carrocería adaptado para transportar a los ocupantes y a la carga de mercancías.La carrocería es un elemento de gran importancia que define el tipo de vehículo
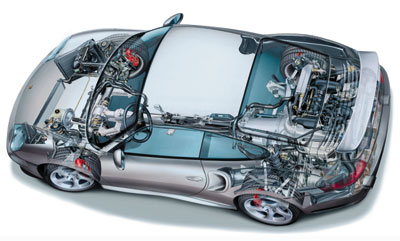
Los vehículos están formados por los siguientes componentes o conjuntos de mecánicos:

La forma del chasis está condicionada con el diseño de la carrocería que se monte, en camiones y furgones se emplean chasis de forma de es-calera sencillos y en todoterrenos y automóviles adoptan formas más curvadas, facilitando los anclajes de la carrocería y de los conjuntos mecánicos y de suspensión.

Los vehículos están formados por los siguientes componentes o conjuntos de mecánicos:
• Carrocería, bastidor y chasis (elementos fijos).
• Conjuntos mecánicos (elementos amovibles o desmontables).
– Motor y cajas de cambio, transmisión.
– Sistemas de dirección, suspensión y frenado.
• Conjuntos de seguridad y confortabilidad (elementos amovibles o desmontables).
– Climatización.
– Elevalunas, cierre centralizado.
– Equipo de sonido, alarma, navegación.
– Airbag y pretensores.
– Asientos.
• Conjuntos mecánicos (elementos amovibles o desmontables).
– Motor y cajas de cambio, transmisión.
– Sistemas de dirección, suspensión y frenado.
• Conjuntos de seguridad y confortabilidad (elementos amovibles o desmontables).
– Climatización.
– Elevalunas, cierre centralizado.
– Equipo de sonido, alarma, navegación.
– Airbag y pretensores.
– Asientos.
En los automóviles, la carrocería más empleada es la denominada carrocería autoportante
La carrocería autoportante está constituida por: chapas, refuerzos, pilares, pisos, largueros, travesaños etc. unidos por soldaduras que forman una estructura rígida es decir, La carrocería y el chasis están construidos por componentes metálicos soldados sin posibilidad de desmontaje sin destruir las soldaduras o cortar los largueros o travesaños.
La carrocería autoportante está constituida por: chapas, refuerzos, pilares, pisos, largueros, travesaños etc. unidos por soldaduras que forman una estructura rígida es decir, La carrocería y el chasis están construidos por componentes metálicos soldados sin posibilidad de desmontaje sin destruir las soldaduras o cortar los largueros o travesaños.
Las piezas soldadas que forman la carrocería forman los denominados elementos fijos del vehículo.
Las piezas y conjuntos mecánicos que se pueden desmontar sin destruir la soldadura ni romper su unión, forman los conjuntos y elementos amovibles. Son elementos amovibles los conjuntos mecánicos, eléctricos y de seguridad y confort.
Las puertas, aletas, techos solares, portones, capot etc. son elementos de la carrocería que se consideran desmontables o amovibles. Su unión con la carrocería se realiza mediante bisagras y tornillos.
El aluminio y magnesio aleado son materiales que se emplean en paneles exteriores, con el fin de reducir peso. Solamente algunos modelos de gama alta fabrican toda la carrocería de aluminio, el bastidor se fabrica con perfiles de extrusión de aleaciones especiales de aluminio.
Las piezas y conjuntos mecánicos que se pueden desmontar sin destruir la soldadura ni romper su unión, forman los conjuntos y elementos amovibles. Son elementos amovibles los conjuntos mecánicos, eléctricos y de seguridad y confort.
Las puertas, aletas, techos solares, portones, capot etc. son elementos de la carrocería que se consideran desmontables o amovibles. Su unión con la carrocería se realiza mediante bisagras y tornillos.
Los materiales más empleados en la fabricación de carrocerías son:
- el acero,
- las aleaciones ligeras y
- los compuestos plásticos
- El acero
- Las aleaciones
El aluminio y magnesio aleado son materiales que se emplean en paneles exteriores, con el fin de reducir peso. Solamente algunos modelos de gama alta fabrican toda la carrocería de aluminio, el bastidor se fabrica con perfiles de extrusión de aleaciones especiales de aluminio.
- Compuestos plásticos

1) TIPOS DE ESTRUCTURAS :
Llamamos bastidor a una estructura rígida en la que se fijan de una forma u otra los distintos elementos y grupos mecánicos que componen el automóvil: motor, grupos de transmisión, carrocerías, etc. El bastidor de un vehículo además de soportar el peso de todos los elementos debe soportar las sobrecargas de uso, lo que incluye no solo el peso de la carga y de los ocupantes del vehículo, sino también las cargas dinámicas originadas por el funcionamiento de distintos elementos y por el propio movimiento del vehículo. Un bastidor en su forma fundamental está constituido por dos piezas largas, situadas a cada lado del eje longitudinal del vehículo, llamadas largueros, unidas por medio de otras más cortas, en número variable denominadas travesaños que dan consistencia al conjunto.
Semichasis , también llamado subchasis o cuna, consiste en una estructura complementaria e independiente de la carrocería.que se une a ella por medro de elementos elásticos fijados con tornillos. Sobre esta estructura se atornillan y se fijan distintos órganos constructivos como el motor, el cambas, el eje motriz la dirección y la suspensión. Además de disminuir el ruido y las vibraciones, el semichasis aumenta la rigidez de la estructura y facilito el montaje y desmontaje de los elementos mecánicos.

Existen casi tantos tipos de bastidores de largueros longitudinales como fabricantes y modelos de vehículos hay en el mercado, ya que cada vehículo está destinado a un uso concreto y cuenta con unas características técnicas y dimensiones propias. Además, el uso de materiales y procesos de fabricación diferentes también resultan en unas dimensiones específicas de los perfiles de cada bastidor.
Los bastidores suelen diseñarse con diferentes formas y geometría, en función de diversas solicitaciones como resistencia, distribución especial de carga, flexiones y torsiones elevadas, etc.

La plataforma portante está constituida por un chasis aligerado formado por la unión, mediante soldadura por puntos, de varias chapas que forman una base fuerte y sirve a la vez de soporte de las partes mecánicas y posteriormente de la carrocería.
Debido a la elevada rigidez que proporciona la plataforma, la estructura de la carrocería puede ser más ligera y además llevar numerosos elementos desmontables.
Dos ejemplos clásicos, muy conocidos, son el Renault R4 y el Citroën 2 CV. Este tipo de plataforma, totalmente en desuso hoy en día, estaba pensada para pequeñas furgonetas o turismos destinados a circular por malos caminos. Citroën, tras un estudio de mercado buscaba: “un vehículo para el campo que ofrezca suficiente espacio para dos agricultores sin necesidad de quitarse el sombrero, un saco de 50 kg de patatas o un pequeño barril”. En esta estructura, los largueros y travesaños estaban construidos por piezas plegadas de chapa, con mayor espesor que el resto. La plataforma soportaba el peso del piso y de los órganos mecánicos y, con estos, podría circular, aun sin tener carrocería;

El sistema de carrocería monocasco es el más usado actualmente en la fabricación de automóviles por motivos de reducción de peso, flexibilidad y coste. Toda la estructura del vehículo forma parte esencial del bastidor. Se parte del concepto de hacer una estructura metálica envolvente constituida por la unión de elementos de chapa de diferentes formas y espesores, es decir, se construye una caja resistente que se soporta a si misma y a los elementos mecánicos que se fijen sobre ella
Este sistema constructivo tiene una serie de ventajas frente a lo demás:
• Dota al vehículo de una gran ligereza, estabilidad y rigidez.
• Facilita la fabricación en serie, por lo que son más económicas.
• Tienen un centro de gravedad más bajo por lo que mejora la estabilidad de marcha del vehículo.
• Disminución de vibraciones y ruidos, proporcionando confort a los ocupantes del vehículo.
Una carrocería de este tipo está formada por tres zonas, diferenciadas según su cometido y comportamiento. Así, hay
Carrocería Autoportante = Carrocería que se soporta ella misma.

Casi todas las piezas de acero de las carrocerías monocasco están unidas por medio de puntos de soldadura aunque hay infinidad de modelos que gran parte de esas piezas van unidas por medio de tornillería para una sustitución menos problemática y rápida.

Este tipo de carrocerías es sometido a muchas pruebas y estudios antes de su comercialización debido a que todas las piezas que la conforman colaboran entre si para una buena rigidez y a su vez dar flexibilidad.

Chasis supperleggera
Especialmente empleado en vehículos deportivos y de carreras, aunque también usado en vehículos fabricados en serie.

Los bastidores suelen diseñarse con diferentes formas y geometría, en función de diversas solicitaciones como resistencia, distribución especial de carga, flexiones y torsiones elevadas, etc.
A continuación presentaré los bastidores más utilizados en los vehículos industriales,veamos algunos de ellos.
1. Chasis en H o escalera
En escalera (o en H) Consiste en dos largueros laterales de chapa laminada con perfil cajeado o en C, paralelos o no, unidos mediante una serie de travesaños. En su día fue uno de los más utilizados, aunque en la actualidad solo se usa en camiones y furgones ligeros, debido a su gran solidez

2. Chasis-plataforma
Debido a la elevada rigidez que proporciona la plataforma, la estructura de la carrocería puede ser más ligera y además llevar numerosos elementos desmontables.
Dos ejemplos clásicos, muy conocidos, son el Renault R4 y el Citroën 2 CV. Este tipo de plataforma, totalmente en desuso hoy en día, estaba pensada para pequeñas furgonetas o turismos destinados a circular por malos caminos. Citroën, tras un estudio de mercado buscaba: “un vehículo para el campo que ofrezca suficiente espacio para dos agricultores sin necesidad de quitarse el sombrero, un saco de 50 kg de patatas o un pequeño barril”. En esta estructura, los largueros y travesaños estaban construidos por piezas plegadas de chapa, con mayor espesor que el resto. La plataforma soportaba el peso del piso y de los órganos mecánicos y, con estos, podría circular, aun sin tener carrocería;
La carrocería puede unirse a la plataforma mediante dos técnicas:
• Atornillada a la plataforma.
• Mediante soldadura por puntos o remaches.
• Atornillada a la plataforma.
• Mediante soldadura por puntos o remaches.

3. Chasis autoportante.
• Dota al vehículo de una gran ligereza, estabilidad y rigidez.
• Facilita la fabricación en serie, por lo que son más económicas.
• Tienen un centro de gravedad más bajo por lo que mejora la estabilidad de marcha del vehículo.
• Disminución de vibraciones y ruidos, proporcionando confort a los ocupantes del vehículo.
Una carrocería de este tipo está formada por tres zonas, diferenciadas según su cometido y comportamiento. Así, hay
- una zona central, que corresponde al habitáculo, muy rígida e indeformable para garantizar, en la medida de lo posible, la seguridad de los pasajeros; y
- dos zonas extremas, anterior y posterior, “fácilmente” deformables, con la misión de disipar las energías generadas en el impacto y evitar su transmisión a los ocupantes. Si la comparamos con un bastidor independiente, la carrocería autoportante es una estructura más ligera, aunque, al mismo tiempo, más rígida, estable y flexible. Debido a la gran automatización conseguida en las fábricas, también es más económica de construir y precisa.
Carrocería Autoportante = Carrocería que se soporta ella misma.
Casi todas las piezas de acero de las carrocerías monocasco están unidas por medio de puntos de soldadura aunque hay infinidad de modelos que gran parte de esas piezas van unidas por medio de tornillería para una sustitución menos problemática y rápida.

4. Chasis tubulares
Este tipo de bastidor nace de la necesidad de obtener estructuras más ligeras y esbeltas. Son estructuras tipo celosía, dando lugar a un conjunto muy rígido y ligero. Este diseño se emplea sobre todo en vehículos de competición, en los que la carrocería exterior tiene una misión estética y aerodinámica. Tienen un elevado coste de fabricación.

Inspirado en los tubos de aleación ligera cubiertos de tela utilizados por la aviación comercial en los años 1930, Bianchi Anderloni desarrolló el sistema de construcción Superleggera, patentado en 1936, este sistema "súper ligero" estaba compuesto por una estructura de tubos de pequeño diámetro utilizados para dar formar a la carrocería con finos paneles de aleación unidos para cubrir y reforzar el chasis. Aparte de su ligereza, el sistema de construcción Superleggera era muy flexible, permitiendo a Touring construir de forma rápida sus innovadores diseños de carrocería.
Posteriormente investigó de forma gradual los procesos aerodinámicos. La fusión de esos conocimientos adquiridos con su sistema constructivo Superleggera, dieron lugar a algunas obras maestras muy elegantes realizadas sobre los chasis de los Alfa Romeo 8C 2900 Spider Touring de 1938, o el BMW 328, que hoy en día se han convertido en iconos del diseño del automóvil y de la construcción de carrocerías.

Chasis wishbone o columnar
El chasis columnar recibe este nombre por la forma que tiene, ya que si desmontásemos al completo un vehículo y observamos únicamente el chasis, veríamos que tiene una forma similar a la columna vertebral de una persona.
Su uso comenzó a darse a partir de 1952, aunque al consistir en un chasis bastante caro de producir y ser demasiado pesado, su fabricación se realiza de forma unitaria, esto quiere decir que no se fabrican en cadena, sino que se fabrican según el demandante desee el vehículo.
La finalidad de un chasis columnar es la de unir el eje trasero con el delantero.
Los vehículos más comunes con este tipo de chasis son los roadster. Como desventaja, son muy pesados para ser usados en autos deportivos y demasiado caros para ser producidos en masa.
Posteriormente investigó de forma gradual los procesos aerodinámicos. La fusión de esos conocimientos adquiridos con su sistema constructivo Superleggera, dieron lugar a algunas obras maestras muy elegantes realizadas sobre los chasis de los Alfa Romeo 8C 2900 Spider Touring de 1938, o el BMW 328, que hoy en día se han convertido en iconos del diseño del automóvil y de la construcción de carrocerías.

Chasis wishbone o columnar
Su uso comenzó a darse a partir de 1952, aunque al consistir en un chasis bastante caro de producir y ser demasiado pesado, su fabricación se realiza de forma unitaria, esto quiere decir que no se fabrican en cadena, sino que se fabrican según el demandante desee el vehículo.
La finalidad de un chasis columnar es la de unir el eje trasero con el delantero.
Los vehículos más comunes con este tipo de chasis son los roadster. Como desventaja, son muy pesados para ser usados en autos deportivos y demasiado caros para ser producidos en masa.
2) DISTRIBUCIONES MECÁNICAS
El debate sobre si es mejor dotar a los automóviles de propulsión trasera o delantera, y sobre los beneficios e inconvenientes que aportan cada una de ellas es un tema controvertido.Cuando hablamos de distribuciones mecánicas, nos referimos al lugar en el que va colocado el motor del coche, y por consiguiente la caja de cambios, que nos dará una propulsión en las ruedas traseras, una tracción en las delanteras, o una tracción total a las 4 ruedas.



Los monovolúmenes grandes y algunos compactos (desde 4.40 metros en adelante) tienen frecuentemente tres filas de asientos, mientras que los más pequeños sólo tienen dos filas.
Los dos volúmenes tienen normalmente Quinta Puerta, aunque hay algunas excepciones (ver el estilo "Fastback").
Para Europa, los 17 caracteres que componen el VIN ofrecen la siguiente información:

Este número es multiplicado por el valor asignado de acuerdo al peso de vehículo y a través de una ecuación preestablecida se obtiene el número que va en esta posición (ver un ejemplo de cómo calcular este dígito de control en el Apartado 4 de este Tutorial);
el décimo, informa del año de fabricación. Desde 1980 a 2000, se indicaba por una letra: 2000 (Y), 1999 (X), 1998 (W), 1997 (V). De 2001 a 2009 por un número: 2001 (1), 2002 (2), 2003 (3). En 2010 la lista se reiniciará cíclicamente;
el undécimo identifica la planta en la que fue ensamblado el vehículo;
el resto identifica el vehículo individual. Puede tratarse de un simple número o un código del fabricante que indique particularidades como las opciones instaladas, el tipo de motor, transmisión u otras, o ser simplemente la secuencia en la línea de producción del vehículo de acuerdo al fabricante.En los siguientes apartados se profundiza un poco más en la explicación e información de cada uno de los anteriores campos.
WMI o Identificador Mundial del Fabricante
El WMI (World Manufacturer Identifier) identifica al fabricante del vehículo, empleando este identificador mundial del fabricante o código WMI.
Como ya se ha dicho, el primer dígito del WMI indica el país o región en la cual está situado el fabricante. En la práctica, cada uno se asigna a un país de fabricación. En la siguiente tabla se observan las asignaciones a los países más comunes en la fabricación de automóviles:


- Delantera: se localiza por delante del eje delantero, es compatible con cualquier tipo de tracción, con tracción delantera es el más extendido debido a su simplicidad de uso y fabricación y al espacio que deja disponible para el habitáculo, se suele utilizar en utilitarios y compactos así como en berlinas de tamaño medio. Con tracción trasera el objetivo es conseguir un reparto de pesos perfecto y una alta estabilidad y aplomo, con tracción 4×4 suelen ser muy estables y tranquilos, aunque en compactos se puede emplear para exprimir su deportividad, es muy difícil que pierdan tracción y se llevan muy bien con el mal tiempo.
hay que destacar la diferencia que aparece en el precio del vehículo: al utilizar motor delantero en posición transversal el cigüeñal y la transmisión van en ejes paralelos por lo que nos ahorramos engranajes. Al emplear motor delantero longitudinal y tracción trasera es necesario un árbol de transmisión entre la caja de cambios y el diferencial, lo que supondrá un aumento en la inversión, además de un túnel para llevar la transmisión a la parte trasera, que hará que quede menos espacio interior en el vehículo, sobre todo para las plazas traseras y el maletero. Por lo tanto lo primero que nos encontramos es que los vehículos con tracción delantera y motor delantero transversal son más baratos y tienen más espacio interior a priori.
Sin embargo, al emplear el motor en posición transversal en la zona delantera del coche, no es posible colocar un motor muy grande. Buscar fichas técnicas de enormes motores V8, veréis como es muy complicado encontrar uno que este colocado transversalmente: ¡No caben! Por tanto emplear la configuración motor delantero longitudinal y tracción trasera es muy interesante para motores con gran cilindrada, pues es posible emplear un motor interminable: ahora empieza a cuadrar porque Bmw y Mercedes son expertos en la materia…
Pasamos ahora a analizar ciertas características que pueden afectar al dinamismo del vehículo al usar una u otra configuración.
Motor delantero transversal y tracción delantera:
- Tiene buen agarre en general, pero con el acelerador a tope, la pérdida de peso en la zona de tracción del vehículo puede provocar problemas (al acelerar se carga el eje trasero que en este caso no proporciona tracción), sobre todo con el asfalto mojado o con hielo.
- A la hora de frenar, el reparto de pesos puede estar en torno al 75% en la parte delantera y 25% en la trasera lo que puede provocar una nada conveniente descompensación...
- Su alta carga en el eje delantero provoca una dirección más pesada, con lo que es necesaria una relación de dirección más alta y la dirección asistida toma mayor importancia.
- Estos coches tienden al subviraje y tienen un complicado diseño del eje delantero y del varillaje del cambio de velocidad debido al corto espacio.
- Otro aspecto reseñable es que el mayor peso en la parte delantera del vehículo suele provocar que se coman más rápido los neumáticos delanteros…
Motor delantero longitudinal y tracción trasera:
- Son más efectivos con el acelerador a fondo debido a que tienen mayor peso en la zona trasera, pero pueden tener problemas de tracción si el coche no lleva ocupantes en la parte de atrás y no vamos acelerando a fondo.
- Tienden a trompear más fácilmente en las curvas, situación que puede mejorarse o aprovecharse con un correcto reparto de pesos (más fácil de conseguir con esta configuración que colocando motor y tracción en la parte delantera).
- Dada la situación del motor, tienen más espacio para la dirección del vehículo y esta es más ligera y ágil a priori.
- Suelen ser más inestables en línea recta, situación que los fabricantes corrigen modificando los ángulos de la suspensión.
- Es complicado conseguir una suspensión trasera óptima.
- Trasera: se localiza detrás del eje trasero, se encuentra más comúnmente con tracción trasera aunque los hay con tracción total, se caracteriza por una conducción peculiar, ya que a altas velocidades el eje delantero tenía cierta flotabilidad y el eje trasero tenía unas inercias enormes, pero con muy buena tracción en salida desde parado. Deja un buen espacio en el habitáculo, excepto maletero que va en la posición del motor delantero

- Central: se localiza entre el eje delantero o en el habitáculo o entre éste y el eje posterior, se suele utilizar solamente con tracción trasera aunque algunos tienen también tracción total, se caracterizan por un buen reparto de pesos y muy buena manejabilidad excepto al límite, cuando tienden al sobreviraje. El motor central trasero es el más frecuente en superdeportivos y el motor central delantero en algún GT o cupé, normalmente se colocan en posición longitudinal, aunque hay alguna excepción, suele inhabilitar las plazas traseras utilizado en posición central trasera.
3) DISTRIBUCIÓN DE VOLÚMENES Y CLASIFICACIÓN DE VEHÍCULOS EN FUNCIÓN DE LA MISMA
- Monovolumen
Los monovolúmenes grandes y algunos compactos (desde 4.40 metros en adelante) tienen frecuentemente tres filas de asientos, mientras que los más pequeños sólo tienen dos filas.
- Dos volúmenes
Los dos volúmenes tienen normalmente Quinta Puerta, aunque hay algunas excepciones (ver el estilo "Fastback").

- Dos volúmenes y medio.
Esta designación fue inventada por algunos comentaristas del mundo del automóvil para designar a vehículos con un esbozo de tercer volumen.
Los "Dos volúmenes y medio" tienen, casi siempre, Quinta Puerta.
- Tres volúmenes.
Carrocería en la que se distinguen tres volúmenes: Un volumen para el capó con el motor, otro volumen para el habitáculo y un tercero para el compartimento de carga.
Los tres volúmenes son, casi siempre, Sedanes. Algunas raras excepciones a esta regla son en SEAT Toledo de primera generación y el (en inglés) Daihatsu Applause.

4. IDENTIFICACIÓN DE VEHÍCULOS POR VIN (EU, USA, JAPON… dIFERÉNCIAS

El número de bastidor, número de identificación o número VIN (del inglés Vehicle Identification Number) permite la identificación inequívoca de todo vehículo a motor. Este número va impreso o remachado en una placa y puede ir situada en diferentes partes del automóvil (borde inferior del parabrisas del coche, en el vano del motor, en la puerta del conductor, etc.), va a permitir proteger los vehículos de robos, manipulación o falsificación.
Hasta 1980 no había una norma clara que identificase los vehículos de una forma homogénea por parte de todos los fabricantes, sino que cada cual tenía su regla para poder identificar cada vehículo que salía de sus factorías. No fue hasta 1980, cuando la aparición del estándar ISO 3779 sirvió para definir un VIN o código de bastidor de 17 cifras y letras, que no incluyen las letras I, O y Q, y que permitió a todos los fabricantes seguir un mismo criterio a la hora de identificar sus vehículos.
El número VIN, que contiene el WMI, VDS y VIS, está compuesto de distintas partes o secciones. Dependiendo del origen del vehículo su nomenclatura es distinta. El estándar ISO 3779 es el empleado en la Unión Europea, mientras que en Estados Unidos y Canadá se emplea otro sistema distinto.
En la siguiente tabla se representan en resumen las distintas secciones que conforman al número VIN

Información incluida en el VIN
Para Europa, los 17 caracteres que componen el VIN ofrecen la siguiente información:

- la primera cifra indica el país de fabricación. Así, por ejemplo si se tiene la numeración del 1 al 4 indica que el vehículo fue fabricado en Estados Unidos, el 2 en Canadá, el 3 en México, o bien pueden aparecer también letras si la procedencia es de otros países, como J para Japón, K para Corea, S para Inglaterra, W para Alemania, Y para Suecia, Z para Italia, entre otros (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante").
- la segunda cifra indica la marca según la siguiente codificación: Audi (A), BMW (B), Buick (4), Cadillac (6), Chevrolet (1), Chrysler (C), Dodge (B), Ford (F), GM Canada (7), General Motors (G), Honda (H), Jaguar (A), Lincon (L), Mercedes Benz (D), Mercury (M), Nissan (N), Oldsmobile (3), Pontiac (2 o 5), Plymounth (P), Saab (S), Saturn (8), Toyota (T), Volvo (V) (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante");
- la tercera cifra indica el fabricante del vehículo (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante")
- las cuatro siguientes identifican el modelo y se asignan en la homologación, según sean las características del vehículo, tipo de chasis, modelo de motor, entre otros;
- el octavo carácter indica los sistemas de retención que dispone el vehículo: pretensores en los cinturones, número de airbag, etc.
- el noveno es un dígito de control o de verificación, que se obtiene con la asignación de valores a las letras del abecedario omitiendo la I, O, Q y Ñ según la norma 3779 de la Organización Internacional para la Estandarización como se muestra la siguiente tabla:

Este número es multiplicado por el valor asignado de acuerdo al peso de vehículo y a través de una ecuación preestablecida se obtiene el número que va en esta posición (ver un ejemplo de cómo calcular este dígito de control en el Apartado 4 de este Tutorial);
el décimo, informa del año de fabricación. Desde 1980 a 2000, se indicaba por una letra: 2000 (Y), 1999 (X), 1998 (W), 1997 (V). De 2001 a 2009 por un número: 2001 (1), 2002 (2), 2003 (3). En 2010 la lista se reiniciará cíclicamente;
el undécimo identifica la planta en la que fue ensamblado el vehículo;
el resto identifica el vehículo individual. Puede tratarse de un simple número o un código del fabricante que indique particularidades como las opciones instaladas, el tipo de motor, transmisión u otras, o ser simplemente la secuencia en la línea de producción del vehículo de acuerdo al fabricante.En los siguientes apartados se profundiza un poco más en la explicación e información de cada uno de los anteriores campos.
WMI o Identificador Mundial del Fabricante
El WMI (World Manufacturer Identifier) identifica al fabricante del vehículo, empleando este identificador mundial del fabricante o código WMI.
Como ya se ha dicho, el primer dígito del WMI indica el país o región en la cual está situado el fabricante. En la práctica, cada uno se asigna a un país de fabricación. En la siguiente tabla se observan las asignaciones a los países más comunes en la fabricación de automóviles:
Pero la anterior tabla no es la única utilizada. La Sociedad de Ingenieros de Automoción (SAE) de los Estados Unidos asigna un código WMI a los países y a los fabricantes. La tabla siguiente contiene una lista de WMI de uso general, aunque hay muchos otros asignados:
5.¿ QUÉ ES LA CONTRASEÑA DE HOMOLOGACIÓN?
La Contraseña de Homologación aparece en la Tarjeta ITV de los vehículos que es expedida por una estación ITV española. También aparece en el Certificado de Conformidad si el vehículo es importado, y cuyo documento es muy recomendable disponer de él si se pretende legalizar el vehículo importado en España.
La estructura de una contraseña de homologación es la siguiente:
e6*93/81*0023*00, donde:
e: significa Unión Europea;
6: identifica el país de homologación, según la lista adjunta:
La estructura de una contraseña de homologación es la siguiente:
e6*93/81*0023*00, donde:
e: significa Unión Europea;
6: identifica el país de homologación, según la lista adjunta:
1 Alemania
2 Francia
3 Italia
4 Países Bajos
5 Suecia
6 Bélgica
9 España
11 Reino Unido
12 Austria
13 Luxemburgo
17 Finlandia
18 Dinamarca
21 Portugal
23 Grecia
24 Irlanda
93/81: es la directiva de aplicación (también puede ser 92/53);
0023: es el número de homologación;
00: número de modificación o de la revisión desde la homologación inicial.











